
Cuando el vidrio es calentado dentro del horno se produce primero el ablandamiento del mismo y luego la consiguiente deformación. Cuando esta deformación es orientada mediante el uso de soportes apropiados o moldes contenedores podemos ir obteniendo las formas deseadas. Dentro de las llamadas técnicas de termo-moldeado de los vidrios observamos dos modalidades bien diferenciadas.
 Caída al vacío (sagging)
Caída al vacío (sagging)
En esta técnica se utilizan soportes tipo columnas similares donde se apoya el vidrio a procesar. Luego del calentamiento y ablandamiento del vidrio se produce la deformación orientada por la ley de gravedad. Esta caída es libre y las formas obtenidas son más perfectas cuando el calentamiento es más lento. Luego de algunas experiencias vamos a poder comprobar que las sucesivas formas obtenidas no son iguales entre sí a pesar de mantener constantes las condiciones de horneado.
A mayor grosor y/o cantidad del vidrio procesado más lenta será la caída y a menor superficie de apoyo (sobre el soporte) será más rápida.
Advertencia : en el caso de usar apoyos de material refractario cerámico no olvidar de utilizar materiales separadores para evitar la adherencia del vidrio.
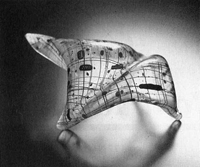
Caída dentro de un molde (slumping)
A diferencia de la técnica anterior el vidrio es colocado adentro de un molde que lo contiene en su caída calcándose de esta manera la forma del mismo.
Los moldes pueden ser de hierro, acero inoxidable, arcilla refractaria o fibra cerámica rigidizada.
Hay que tener en cuenta que casi todos los vidrios contraen, durante el enfriamiento, a más velocidad y en mayor medida que el material de los moldes utilizados. Es por esta razón que los vidrios deben ser colocados adentro y no sobre los moldes para evitar roturas durante el enfriamiento.
Consideraciones generales
La velocidad de ablandamiento de los vidrios depende de:
• Cómo es aplicado el calor de la ubicación de los elementos dentro del horno.
• Los vidrios de colores oscuros se calientan más rápidamente. Los vidrios más gruesos necesitan más tiempo.
• El tamaño del molde. Cuanto más diámetro tenga más rápido el hundimiento del vidrio.
• A mayor temperatura se produce más definición entre el molde y el vidrio.
• Cuando el vidrio se deforma, dependiendo del diseño del molde, puede afinarse por estiramiento. Bordes y texturas pueden también distorsionarse o deformarse durante el estiramiento.

